

 欢迎光临亮银铝制品官方网站!
欢迎光临亮银铝制品官方网站!


工业铝材模具对铝材加工中“毛刺”与“震痕'的影响及解决方法
1.工业铝型材模具的弹性变形引起:
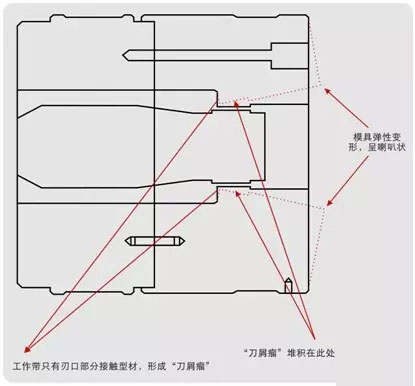
模具制造中其工作带平行于挤压方向,但实际挤压生产中,模具是在高温高压的状态下受到压力后,工作带变形成为喇叭状,只有工作带的刃口部分接触型材形成的粘铝,形成类似车刀瘤,粘铝的形成过程中,不断有“车刀瘤”被型材带出,粘附在型材表面上,形成“毛刺”或“震痕”。
2.如模具空刀位太浅,会造成粘铝逐渐增多:
型材逐渐带出的粘铝形成“毛刺”,无法被型材拉出的,且模具瞬间回弹时粘铝不脱落,就会形成亮带、纹粗、甚至劏模等问题。
3.模具内金属流动的死区:
多数铝材厂铸棒一般不剥皮的,铸棒表面及内在的杂质堆积在模具内金属流动的死区,随着挤压铸棒根数的增多,死区的杂质也在不断的变化,有一部分被正常流动的金属带出,堆积在工作带变形后的空间内。有的被型材拉出,形成“毛刺”或“震痕”。另外杂质与正常流动的金属相互磨擦,造成型材表面亮带、纹粗等缺陷。
工业铝型材模具产生毛刺”与“震痕'的解决措施:
1.选择合适的孔数及机型。根据型材的外接圆直径、壁厚、单重、挤压比大小、现有的机型等选择最佳模具规格,降低形成粘铝的条件,减少形成“毛刺”或“震痕”的概率;
2.提高模具的强度。在实际生产中,模具弹性变形量越大,形成“毛刺”或“震痕”可能性越大。如多孔模(图1),分流孔多且密,相应降低模具的强度;又如长悬臂的模具等。在设计模具时,尽可能提高模具刚度、强度,以达到减少模具在生产时的弹性变形量。选择最佳参数值在确定工作带的长短、模颈、焊合室形式、空刀的放量、分流孔大小等,都要考虑。

另外前垫的厚度,及其内孔的形式,必须对模具形成有效的支撑也同样重要,在实际生产中证明:前垫做一件式(图2)优于做两件式(图3)!达到减少模具弹性形变的目的,对减少“毛刺”“震痕”效果相当明显!

3.减少模具的死区。模具在制造过程中,要求模具内腔的面与面的过度、R位与面的过度等避免尖角存在;金属流动的摩擦面要求平滑等。
4.工业铝材模具表面的粗糙度、工作带的平行度、工作带表面的硬度等,也会形成粘铝的条件。模具氮化前必须对模具内腔、工作带的平滑度,工作带的平行度等进行检查,并进行修整、然后进行喷砂、抛光等,以达到提高模具的平滑度。经过氮化后,提高表面硬度后,将进一步提高模具的平滑度。
5.铝挤压加工装模前,模具抛光后,并在模具散件的配合面、焊合室喷防锈剂。
6.工业铝材铝挤压加工中装模时,必须将螺栓锁紧。
其它因素《工业铝材铸造质量对“毛刺”与“震痕'的影响及解决方法》
相关资讯




推荐产品



同类文章排行
- 常见的铝型材表面处理方式
- 大家一起说说哪些,铝型材加工、定制、型材分类及用途
- 简单描述下铝制品
- 铝型材表面划伤的原因以及解决方法
- 【亮银】铝型材散热器因其优越的性能被广泛应用
- LED灯具为何要选用铝型材制作?
- 空心、平面、长断面铝型材模具的优化与设计
- 铝型材氧化膜性能分析以及质量评价
- 铝型材挤压时产生残留空气的原因及解决办法
- 解决铝型材挤压时出现的短条和划线缺陷的方法
最新资讯文章
- 常见的铝型材表面处理方式
- 大家一起说说哪些,铝型材加工、定制、型材分类及用途
- 简单描述下铝制品
- 铝型材表面划伤的原因以及解决方法
- 【亮银】铝型材散热器因其优越的性能被广泛应用
- LED灯具为何要选用铝型材制作?
- 空心、平面、长断面铝型材模具的优化与设计
- 铝型材氧化膜性能分析以及质量评价
- 铝型材挤压时产生残留空气的原因及解决办法
- 解决铝型材挤压时出现的短条和划线缺陷的方法
您的浏览历史
