

 欢迎光临亮银铝制品官方网站!
欢迎光临亮银铝制品官方网站!


铝挤压加工挤压时金属流动的基本阶段
文章出处:网责任编辑:作者:人气:-发表时间:2015-11-04 11:25:00
铝型材加工挤压时金属的流动情况一般分为二阶段:
第一阶段为开始挤压阶段,又称为填充挤压阶段:
金属受挤压轴的压力后,首先充满挤压筒和模孔,挤压力直线上升直至最大。在卧式挤压机上采用正挤压法挤压时,其填充过程如下图:
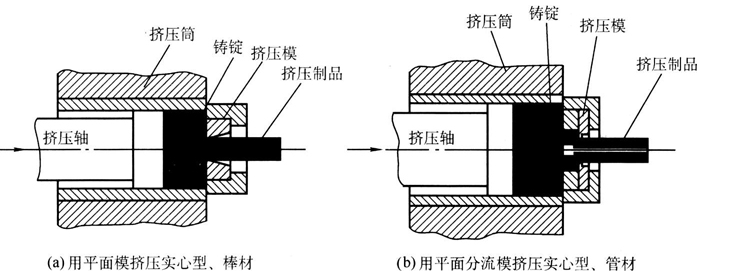
第二阶段为基本挤压阶段,也叫平流挤压阶段:
当挤压力达到突破压力,金属开始从模孔流出瞬间即进入此阶段。一般来说,在此阶段中金属的流动相当于无数同心薄壁圆管的流动,铸锭的内外层金属基本上不发生交错或反向的紊乱流动,在同一横断面上的金属质点均已同一速度或保持一定的速度进入变形区压缩锥。靠近挤压垫片与模子间距离的缩小,迫使变形区内的金属向着挤压轴线方向由周围向中心发生剧烈的横向流动,同时,两个四区中的金属也向模孔流动,形成挤压加工所特有的“挤压缩尾”等缺陷
下一篇:铝材加工原料铝价暴跌引发的思考上一篇: 铝挤压加工及加工原料铝棒介绍
相关资讯




推荐产品




同类文章排行
- 常见的铝型材表面处理方式
- 大家一起说说哪些,铝型材加工、定制、型材分类及用途
- 简单描述下铝制品
- 铝型材表面划伤的原因以及解决方法
- 【亮银】铝型材散热器因其优越的性能被广泛应用
- LED灯具为何要选用铝型材制作?
- 空心、平面、长断面铝型材模具的优化与设计
- 铝型材氧化膜性能分析以及质量评价
- 铝型材挤压时产生残留空气的原因及解决办法
- 解决铝型材挤压时出现的短条和划线缺陷的方法
最新资讯文章
- 常见的铝型材表面处理方式
- 大家一起说说哪些,铝型材加工、定制、型材分类及用途
- 简单描述下铝制品
- 铝型材表面划伤的原因以及解决方法
- 【亮银】铝型材散热器因其优越的性能被广泛应用
- LED灯具为何要选用铝型材制作?
- 空心、平面、长断面铝型材模具的优化与设计
- 铝型材氧化膜性能分析以及质量评价
- 铝型材挤压时产生残留空气的原因及解决办法
- 解决铝型材挤压时出现的短条和划线缺陷的方法
您的浏览历史
